About Us
品牌简介广东季华铝业有限公司,始于 1991
年投产,是全国著名的专业生产铝合金型
材的大型企业。目前公司总部位于佛山市高明区杨和镇人景路108号。
多元化的社会需求是铝制品多样化的原动力,而铝材在人们的生活中的应用广泛有独特的优势,季华凭借不断创新与时共进的优势。产品在各行业中得到广泛应用:建筑用门窗、幕墙、家装性能门窗系统,铝家具、电子、自动化工业材等。国内房地产工程门窗铝材的供应,国外单元式幕墙出口产品更显迅猛增长态势!
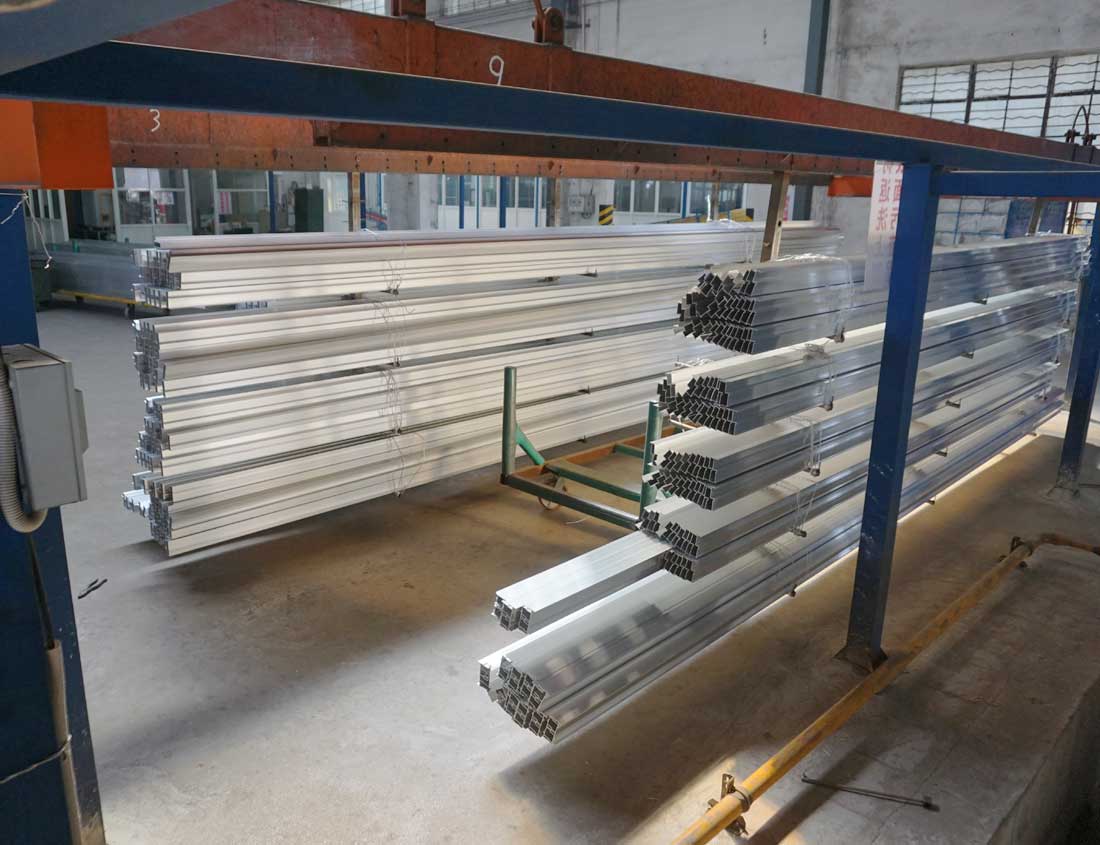
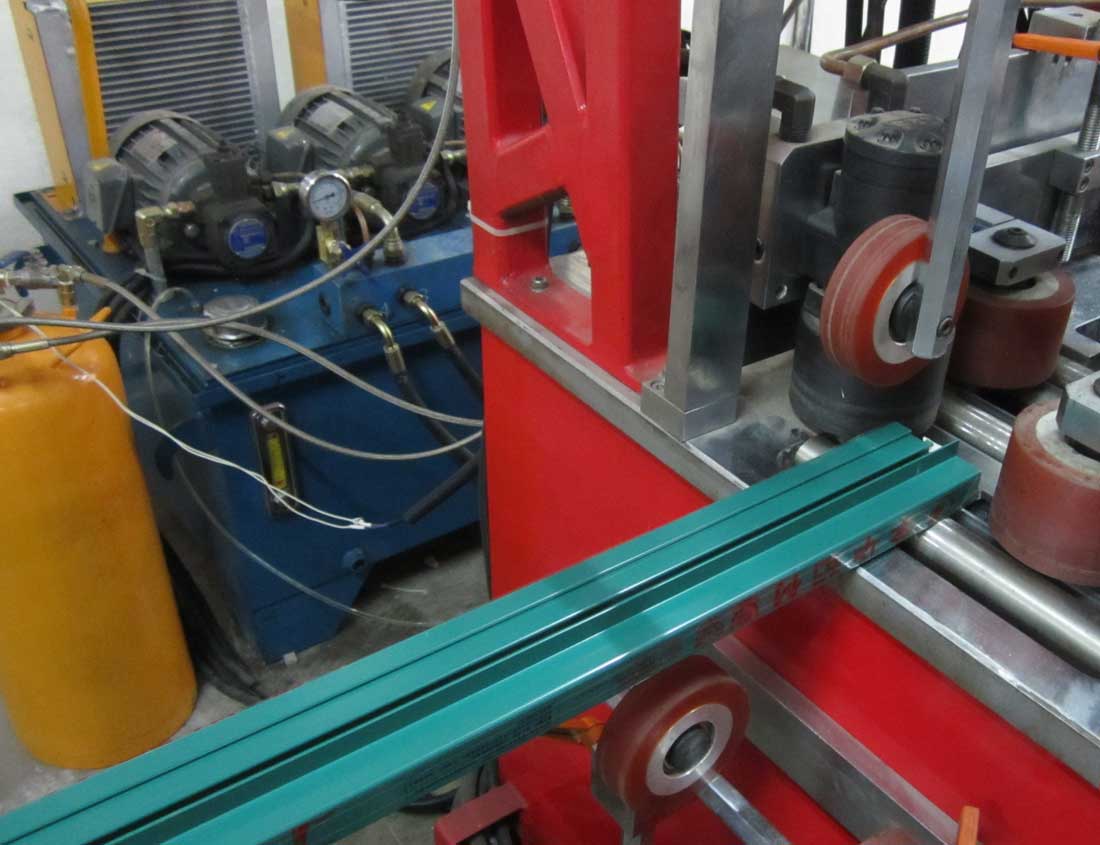
现代化铝材生产线23条和质量检测设备50台(套),
集熔铸、模具、挤压、阳极氧化、电泳涂漆、喷粉、喷漆、热转印木纹(石纹)、 隔热(穿胶、注胶)生产线、铝材深加工于一体。
具有先进完善的设计、生产、试验和检测手段以及完整的销售网络,产品畅销全国和全球50多个国家及港、澳、台地区。
2021年广东季华铝业公司在佛山市高明区筹建新厂房,将公司规模扩大,产能不断提升,力求满足客户的更多要求。

保持技术走在最前沿

铝锭

进仓

熔铸

铝棒

模具

挤压

基材时效
除油

喷粉

穿条
注胶

氧化、电泳

贴膜包装

成品仓

出库
成长历程

Company SI